Las impresiones lenticulares para prendas se crean colocando múltiples colores de tinta de alta densidad en capas de diferente altura de modo que se ven diferentes imágenes dependiendo del ángulo del espectador con respecto a la impresión.
Impresiones lenticulares para prendas
Están generalmente diseñadas para contener dos o tres imágenes que se vuelven visibles desde un ángulo de visión diferente. En realidad, el proceso integra múltiples imágenes de una dimensión para crear una percepción tridimensional. Los resultados pueden ser bastante sorprendentes cuando el arte es meticulosamente diseñado y se siguen las técnicas adecuadas de impresión.
Dominar esta técnica requiere de práctica y podemos aprender mucho de los errores.
Para lograr impresiones lenticulares de prendas que detenga a la gente en seco, debemos controlar cada paso del proceso de producción.
Normalmente, las impresiones lenticulares de prendas están hechas con tintas de alta densidad colocadas en una serie de apilamientos o canales verticales. Una imagen se hace visible cuando el espectador mira desde el lado derecho de la impresión; otra imagen aparece cuando la impresión se mira desde el frente, y una tercera aparece al mirarla desde la izquierda.

Un asunto de perspectiva
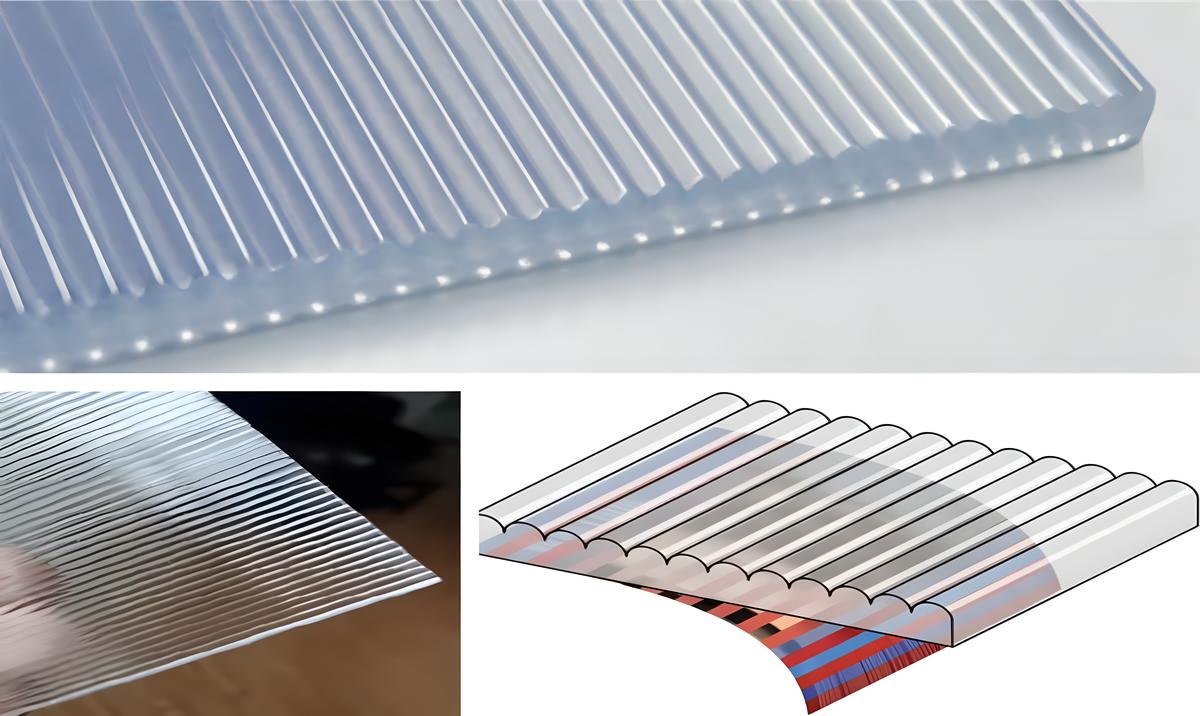
Los gráficos lenticulares para prendas poseen canales de plastisol de alta densidad colocados en dirección vertical. Los canales, formados por capas de tinta, incluyen segmentos en un color contrastante que aparece a lo largo de sus paredes laterales. Desde el frente, el observador sólo ve la superficie de los canales (o en algunos diseños, una imagen de base en la prenda entre los canales); sin embargo, cuando se mira la impresión desde cualquiera de los otros lados, los segmentos de contraste surgen como imágenes nuevas.
El proceso de impresión crea un área de imagen elevada con bordes muy marcados.
Para obtener estas marcadas áreas elevadas se requieren pantallas de preparación especial y una cuidadosa ejecución en el equipo de impresión. Cada imagen debe alinearse con precisión en cada apilamiento de tinta para que tenga una resolución correcta en el ángulo de visión.
Al igual que con las impresiones de alta densidad, deben simplificarse o limitarse los detalles minuciosos.
La imagen de base que queda afuera de las capas de alta densidad (la que se ve cuando la impresión se mira de frente) puede ser bastante complicada, pero el diseño oculto en las porciones acanaladas debe ser sencillo. Logotipos que sean llamativos y fáciles de interpretar son ideales para estas imágenes latentes. Además, el color de las imágenes latentes debe contrastar fuertemente con el color de enmascarar de las áreas acanaladas para enfatizar el efecto óptico cuando cambia el ángulo de visión.
La disposición en línea y el peso de las capas de tinta también son de esencial importancia porque determinan el efecto de cambio inmediato de una imagen a otra. Normalmente, éste es más visible cuando los canales son delgados y están alineados verticalmente para ser mirados de lado a lado. Sin embargo, también pueden disponerse en diferentes orientaciones para permitir otros ángulos de visión.
En la mayoría de las aplicaciones que involucran tintas de alta densidad se pueden reducir las dificultades de registro limitando el número de bordes compartidos entre los elementos de las imágenes. No obstante, los bordes compartidos de imágenes son la base de los gráficos lenticulares para prendas, lo cual dificulta el proceso de impresión.
Al separar los gráficos para la impresión lenticular, generalmente emplearemos la técnica de capas. En la porción acanalada de la impresión, la primera capa de tinta está entera o sólida debajo de la segunda capa, la cual está sólida debajo de la tercera, y así sucesivamente. Las capas individuales incluyen áreas eliminadas que contienen porciones de la imagen latente. Cada capa, incluyendo las áreas de imágenes latentes, se imprime con el mismo peso de línea por lo que, al mirar la imagen desde el frente, el observador ve una serie de líneas verticales continuas sobre la imagen de fondo. Idealmente, el observador ignorará las líneas verticales y verá sólo la imagen de fondo desde esta dirección.

Arte lenticular
Cada elemento de un diseño lenticular debe ajustarse con precisión al mismo patrón de apilamiento de tinta, incluyendo las imágenes latentes que aparecen cuando se mira la impresión desde los lados. Las imágenes latentes son divididas en segmentos y situadas de manera que al imprimir las partes de la imagen visible desde la izquierda se impriman en la pared izquierda de cada montón de tinta.
Pre prensa
La preprensa es un aspecto clave en la impresión lenticular. Hacer coincidir el grosor del esténcil con la viscosidad de la tinta y el detalle de la imagen es de suma importancia. La impresión lenticular requiere un esténcil bastante más grueso que aquellos requeridos para la mayoría de las impresiones textiles. El grosor del esténcil está directamente relacionado con el grosor de la película de tinta impresa, la cual debe ser aproximadamente 90% del grosor del esténcil después de curar. Muchas impresiones estándares se producen con esténciles entre 25 y 80 micrones de grosor. Las mejores impresiones lenticulares, por su parte, se hacen con tintas de alta densidad bastante viscosas, entre esténciles de 100 y 250 micrones.
Varias maneras de producir los esténciles gruesos requeridos.
Un método eficiente y que proporciona los esténciles más consistentes con una duración razonable consiste en usar una película capilar gruesa en el lado de impresión de la pantalla junto con una capa de emulsión líquida compatible sobre el lado del rasero. Este esténcil se conoce como directo-indirecto.
Muchas tintas de alta densidad poseen características reológicas (cuerpo pequeño y alta viscosidad) que ayudan a producir una buena definición, bordes de imágenes nítidos y una superficie de impresión suave y uniforme. Los mejores resultados con dichas tintas en aplicaciones lenticulares se logran empleando un esténcil de 100 a 250 micrones en una tela de malla amarilla de baja elongación y 32 hilos/cm con un diámetro de hilo de 70 micrones y un nivel de tensión de aproximadamente 30N/cm. El diámetro del hilo más fino nos dará un porcentaje de área abierta substancialmente más grande, lo cual permite que la tinta de alta densidad más viscosa pase a través de la malla con menos resistencia. La malla tinturada reducirá la dispersión de luz y minimizará la deficiencia de corte durante los tiempos de exposición largos requeridos para esténciles de este grosor. Sugiero emplear una película capilar polimérica pura translúcida para mantener los tiempos de exposición lo más cortos posible. También es una buena idea usar marcos retensionables para asegurar una tensión adecuada y consistente. Además, debemos asegurarnos que los hilos de la malla estén perfectamente alineados con los bordes del marco.
Así como el esténcil más grueso necesita más tiempo de exposición, también requiere más tiempo para revelar. Empapar la pantalla expuesta antes del revelado es muy útil ya que ayuda a retirar fácilmente la emulsión no expuesta y contribuye a que las paredes del esténcil estén completamente perpendiculares a la malla, lo cual maximiza la transferencia de tinta durante la impresión.
Impresión
El uso de equipos de impresión automáticos facilita la obtención de resultados consistentes en la impresión lenticular. No obstante, un equipo manual puede ser efectivo para producir muestras e impresiones de prueba.
Generalmente, se imprime el fondo del diseño primero, sin eliminar ninguna parte de la impresión lenticular. Esta imagen de fondo se somete a un presecado con el fin de estabilizar la superficie de impresión para las capas de tintas de alta densidad que se imprimirán sobre ella. Note que puede ser necesario agregar a la tinta usada de fondo un aditivo que la opaque con el fin de igualar el acabado o textura de las tintas de alta densidad, que reduce la posibilidad de comprometer el diseño en caso que la porción lenticular se salga un poco de registro. Si el diseño ha sido preparado para una prenda oscura, es necesario aplicar todas las reglas para la impresión de estas prendas: primero imprimir una base blanca, pre-secarla, y usar un blanco de resalte en las áreas blancas del diseño.
Imprimir la porción de alta densidad de la impresión lenticular.
En este punto, la pasada del rasero adquiere gran importancia. Recomiendo usar una barra entintadora de vectores de fuerza constante, la cual asegura que las aberturas del esténcil grueso estén completamente llenas de tinta durante la pasada del rasero y que la tinta se soltará totalmente de la pantalla durante la pasada de impresión. Recomiendo utilizar un rasero estándar de un solo durómetro con una dureza Shore de 70 o un rasero de varias capas con un durómetro 60/90/60. También he tenido excelentes resultados con un rasero durómetro 80 de fuerza constante.
Angulo de rasero para optimizar la transferencia de tinta.
Una presión de rasero mínima es lo más usual para la mayoría de las impresiones de alta densidad, y también es la regla para las aplicaciones lenticulares. Así mismo, es esencial usar una adecuada distancia de contacto, la cual debe ser graduada de manera que la malla de la pantalla se desprenda de la tela inmediatamente después de pasar el rasero. Para la pantalla de alta densidad inicial, la distancia debe ser igual a su distancia de contacto estándar mínima, más el grosor del esténcil. Cada pantalla siguiente de alta densidad requerirá una cantidad adicional de distancia de contacto para compensar el grosor anterior de la capa de tinta.
El registro es clave para cada pantalla de alta densidad.
Cada tira de tinta debe estar perfectamente alineada con la tira previamente impresa. Cualquier error de registro destruirá la ilusión dimensional y arruinará todo el trabajo. La prensa debe estar completamente nivelada y a plomo; de lo contrario, no se podrá alcanzar este nivel de registro. Si una prensa no registra bien, no puede ser usada para imprimir imágenes lenticulares de calidad.
La altura de los apilamientos de la tinta también es importante y puede ser necesario ajustarla en la prensa adicionando o reduciendo el número de capas. Si las líneas son muy bajas, la imagen latente puede ser difícil de ver. Si las líneas son muy altas, pueden juntarse visualmente y nublar la imagen latente. Cuando todo esté casi perfecto y el registro esté correcto, aparecerá la imagen latente.
Las tintas.
La viscosidad de una tinta de alta densidad decrecerá a medida que las pasadas de contrarrasero y de impresión la mueven hacia delante y atrás durante el tiraje. A medida que la tinta se rompe, la presión del rasero debe reducirse para evitar que la tinta reboce el esténcil. Otras variables de los equipos de impresión también cambiarán durante la producción. Los tiempos y temperaturas de presecado deberán reducirse a medida que avanza la impresión y las paletas de la impresora y las tintas se calientan. Las velocidades y presiones del rasero también necesitarán ajustarse durante el proceso para compensar los cambios en la reología de las tintas.